常州市力度干燥設備有限公司
changzhou lidu drying equipment co.,ltd
產品分為六大系列:干燥設備系列、氣流系列、帶式系列、噴霧系列、熱源系列、制粒設備系列等,主要包括真空干燥機、閃蒸干燥機、氣流干燥機等


食品藥品的安全在我國社會發展過程中占據重要地位,目前我國針對藥品質量控制實行GMP制度,要求所有藥品生產企業嚴格按照GMP規范開展生產和管理工作,從而確保藥品質量的安全與可靠。根據目前的情況來看,藥品固體制劑的類型較多,但是制備工藝基本無差異,過程均為配料-制粒-壓片/膠囊填充-包衣-鋁塑-外包裝[1],而采用制劑制粒工藝技術,其過程較為復雜,對于技術水平的要求較高,但是能夠對藥品成品的質量及成品率產生作用影響,所以需要將《藥品生產質量管理規范》作為主要基礎,對比固體制劑制粒工藝技術的應用效果,希望能夠為藥品生產技術的發展提供參考。
一、 制粒的核心目的與優勢
1. 改善流動性:細粉末流動性差,易導致劑量不均、填充或壓片困難。顆粒化能顯著改善粉末的流動性和均勻性。
2. 提高含量均勻度:將活性藥物成分(API)與輔料(稀釋劑、崩解劑、粘合劑等)均勻混合并“鎖定”在顆粒內部,減少后續操作(如混合、壓片)中的離析風險,確保劑量準確性。
3. 改善可壓性:某些粉末(尤其是API)本身可壓性差。制粒后顆粒具有更好的塑性變形能力,提高片劑硬度和降低脆碎度。
4. 控制溶出度:通過控制顆粒密度、孔隙率和崩解性,可以調控藥物從固體制劑中釋放的速度(速釋或緩釋)。
5. 減少粉塵:顆粒化減少了細粉飛揚,改善操作環境(減少交叉污染、職業暴露風險),提高物料收率。
6. 改善外觀:顆粒通常具有更好的圓整度和表面光潔度,有利于最終產品(如片劑)的外觀。
7. 便于操作:顆粒更易于輸送、計量、填充膠囊或壓片,提高生產效率和自動化水平。
二、材料和方法
1.1材料方面
以感冒片處方為研究對象,對其進行制備試驗。
1.2方法方面
控制粘合劑的濃度配比和使用量,并對不同情況下的制粒效果進行評價。
1.2.1由淀粉制成的粘合劑的濃度比例
使用100℃的純化水中,按照5%、10%以及15%的濃度要求摻入淀粉,配制成為濃度不同的粘合劑,并分別取相同劑量進行軟材制作,對比其在軟材制粒效果及壓片成型性能方面的表現。
1.2.2羥丙基纖維素制粘合劑濃度配比
使用濃度為95%的乙醇,按照2.5%、3.5%以及4.5%的濃度比例,分別配置成為粘合劑,并分別取相同劑量進行軟材制作,對比其中的軟材制粒效果和壓片片劑成型效果。
1.2.3粘合劑用量
使用濃度為10%的淀粉漿作為試驗材料,分別取少量、適中以及多量的淀粉漿,并分別取相同劑量進行軟材制作,對比其中的軟材制粒效果和壓片片劑成型效果。其中少量的標準為,手握軟材后松手即完全散開,適中的標準為,手握軟材后松手即呈粒狀散開,多量的標準為,手握軟材后松手即呈塊狀散開
1.2.4制干顆粒時顆粒水分含量
在實驗過程中,選用10%濃度的淀粉漿作為試驗粘合劑材料,分別制備含水量為1~3%、3~5%、5~7%共三種類型的干顆粒,通過對比不同含水量顆粒的制粒效果及其壓片后的成品收率,評估各條件對制粒及成型性能的影響。
三、結果
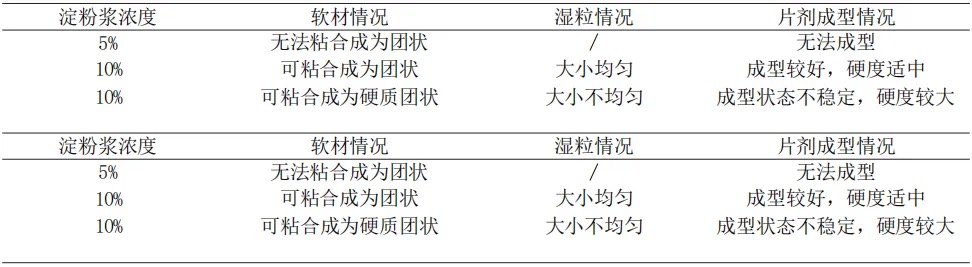
2.1 淀粉漿制粒效果對比
根據對比效果,使用10%粘合劑淀粉,所獲得的軟材粘合度更好,并且片劑成型之后的硬度適中,具體見表1。
表1 淀粉漿制粒效果對比
2.2 羥丙基纖維素漿制粒效果對比
根據對比效果,使用3.5%羥丙基纖維素,所獲得的軟材粘合度更好,并且片劑成型之后的硬度適中,具體見表2。
表 2 羥丙基纖維素漿制粒效果對比

2.3 10%淀粉漿制粒效果對比
取適中量的 10% 淀粉漿,所獲得的濕粒質量較好,具體見表 3。
表 3 10% 淀粉漿不同用量制粒效果對比

2.4 制干顆粒時顆粒水分含量對比
制干顆粒時,將顆粒水分含量控制在 3~5%,所獲得的濕粒質量較好,具體見表 4。
表 4 制干顆粒時顆粒水分含量對比
三、總 結
在日常應用中,片劑、散劑、顆粒劑、滴丸劑、膠囊劑和膜劑等是使用頻率較高的固體制劑類型,在所有的藥物制劑中,固體制劑大約占據了 70% 的比例。在這之中,膠囊劑、顆粒劑和片劑是需要使用制粒技術的主要類型,而這三種劑型在固態制劑中所占的比例也相對較高。因此,制粒的品質對藥物的制造效率和后面產品的品質有著直接的影響。但是從實際上來看,固體制劑工藝屬于制粒工藝當中應用難度較大的一項技術,不僅相關人員掌握該方法的難度較大, 且制粒過程極易受到多方面因素的影響, 較為常見的包括粘合劑濃度、用量、干顆粒的水分含量等,所以業內相關人員需要針對固體制劑制粒工藝進行更加深入的研究,并不斷優化相關生產技術,以提升固體制劑制粒的效果及合格率 [3]。固體制劑的制粒過程涉及對各種輔助材料的處理,從而改變其原始的物理形態,使其最終轉化為均勻的顆粒。目前廣泛采用的制粒技術有流化床制粒、傳統的濕法制粒、干法制粒、噴霧制粒和復合型制粒等眾多方法 ,整體上來看,相對于液體制劑來說,固體制劑的化學穩定性和物理穩定性均更加良好,并且可以有效改善粉體流動性,能夠避免其中出現粘結情況,也就可以避免固體制劑與其他藥品發生混合,另外,固體制劑的生產制造成本更低,物料的可壓性更強,制備過程中,需要首先進行合理的前處理操作,以提升藥物混合的均勻性,同時有利于保障劑量的準確,并可以促使藥物的溶出特性得到顯著優化, 且藥物不僅便于攜帶和服用,還能在于患者機體內溶解之后再透過生物膜進入到血液循環,所以藥物的應用效果相對更好。









